
TIMELESS
WELDED STEEL SIDE TABLE
Welding | Brazing | Tube Bending | Detailed Fabrication | Formgiving
What if line drawings could be transformed into physical objects? Timeless was an exploration of how we perceive objects in three-dimensional space by fabricating a physical wireframe object. To make this possible, I learned how to bend, join, weld, and braze steel tubing. My main hurdles were challenges of aligning design intent with feasible manufacturing processes, which were overcome with creative use of available equipment.
SUMMARY






concept design

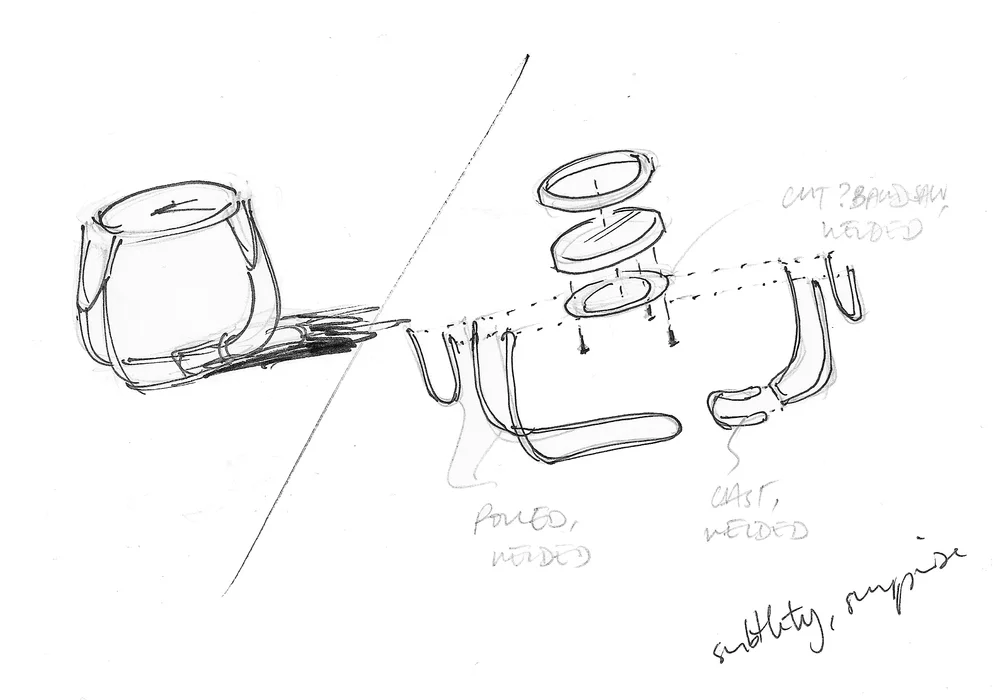



The original inspiration for this project was a literal wireframe watch I previously made as a playful contrast to smart watches that were becoming popular. I scaled this concept up as a piece of furniture and prototyped it using partially cut and bent PVC pipes before modeling the entire assembly in CAD.
TUBE BENDING






A variety of bending techniques were used to fabricate the parts for this project. Some required a tube bender, while others were formed in a ring roller or even bent gradually by hand.
I expected ring rolling to be completely trivial, but it was far from it. The achievable radius was limited by the ring roller’s travel, which was insufficient in some cases. I had to improvise by using spacers (essentially giant washers) as rollers to achieve my required radii.
With such complex curvature in my table legs, printing engineering drawings as templates only helped with the first step of ring rolling. Creating a three-dimensional curve required a three-dimensional template. I decided to build a quick foamcore buck that captured one plane of curvature with its cross section, and another plane of curvature with an engineering drawing printed and attached to the buck's curved surface.
JOINT FABRICATION





I initially expected fish-mouth joints to be one of the most difficult challenges in my fabrication process. Although challenging, they were manageable because I printed engineering drawings to scale and used them as templates. Segments were ground to the correct geometry using these templates.
On the other hand, creating fully circular rings was more difficult than expected because they had to be constructed from two separate semicircles. The two halves were rolled separately, then cut to length and matched as closely as possible for welding butt joints.
WELDING PARTS



Welding was a tough challenge as well. I had to rely much more on trial and error to find the sweet spot of inputting electrical energy with my foot and gauging distance of the electrode with my hand. Especially with round tubing and a majority of interior angles, it was difficult to fixture the parts and orient the torch to produce uniform welds.
Eventually, I built my confidence and developed some of my own techniques. Extending the electrode tip produced a more directed and consistent arc, resulting in more uniform welds. Applying more filler on accessible, upward facing areas of a seam allowed movement of that filler down to hard-to-reach areas. Tacking joints with spot welds before alternating these welds in opposite quarter-circles was also a great way to accommodate the geometry and minimize warping from localized heat.
BRAZING SUB-ASSEMBLIES



For complex joints between large parts like those in the table top and connecting the legs, brazing was a lifesaver. I was able to fixture sub-assemblies in position using a combination of clamps and magnets before applying flux and heating up the area with an oxyacetylene torch. Brass filler rods were used to create the joints.
What I didn't realize while brazing was how difficult solidified flux would be to remove from such inaccessible joints. I tried using chisels, flat head screwdrivers, and pliers before discovering that hammering the joints would break apart solidified flux without noticeable surface damage.
FINISHING STEPS



After countless hours of hand-filing and grinding joints, the entire table was sandblasted to achieve a uniform surface finish and remove any remaining solidified flux. The table was then sent to powder coating.





